系统核心优势
功能分类 | 功能说明 |
支持五轴联动插补 | 轻松实现复杂曲面与空间自由面加工; |
RTCP 动态刀位补偿 | 自动保持刀尖与工件相对位置,确保加工精度; |
双重速度前瞻引擎 | 预读代码达 10 万行,确保高速运行平稳无顿挫; |
高速高精加工 | 进给速度高达 100m/min,主轴转速支持 12,000~60,000 rpm; |
表面优化技术 | 提升曲面光洁度和边缘精度; |
五轴自动矫正技术 | 智能探针自动矫正五轴轴线,补偿机床偏差,简化机床标定时间。 |
STL 三维模型加工预览 | 支持STL文件预览与加工仿真,所见即所得(仅支持Windows版本); |
五轴激光能量跟随 | 有效避免烧穿、焦点偏移、边缘熔化不足等问题,显著提升五轴激光加工的表面质量和加工一致性。 |
五轴免编程 | 系统支持五轴激光/等离子/水刀切割免编程加工,用户无需手动编写G代码 。 |
兼容主流 CAM 后处理 | 完美对接北京精雕、PowerMill、UG 等 5 轴软件; |
开放式平台设计 | 支持功能定制与二次开发,可配合客户进行 OEM/ODM 集成(定制功能); |
典型功能一览
功能分类 | 功能说明 |
坐标与补偿 | 支持五轴刀具长度补偿、工件坐标系偏移、螺距误差补偿、非线性误差修正等; |
智能操作辅助 | 支持五轴自动对刀、一键对刀、沿刀轴方向进退刀、手轮引导试切等高效调试功能; |
安全性保障 | 支持断刀检测与断刀续接、碰撞安全策略、轨迹仿真与预警机制; |
智能刀具管理 | 支持刀具寿命监控、磨损补偿、断刀监测、刀库管理,支持直排/圆盘刀库、刀库扩展等; |
探测与校正 | 内置3D探测、自动面找正、旋转误差补偿,配合探针实现自动公差检测; |
系统拓展性 | EtherCAT 总线与脉冲控制可切换,支持上下料机构扩展、伺服主轴扩展、多文件加工、数据采集等功能; |
五轴加工关键技术解析
RTCP(刀具中心点控制)
自动补偿旋转轴运动带来的空间位置变化,保证刀尖加工点精准不偏移。
手轮引导加工
安全运行首选,通过转动手轮引导程序逐段运行,提前验证路径避免撞机风险。
五轴刀具长度补偿
只需设定刀具长度,无需重复后处理,系统自动计算补偿路径,无缝替换刀具。
刀具半径补偿
支持二维/三维刀具半径补偿,适配五轴侧刃补偿,提升加工精度,简化编程。
线性误差修正
通过智能密化轨迹点,自动避免因轴间插补带来的非线性误差问题,提高表面质量。
龙门偏差自动矫正功
时检测双侧龙门移动状态,动态调整两侧进给同步性,提高加工速度。
五轴激光能量跟随
系统支持五轴激光加工时的能量动态调控功能,根据五轴联动运动轨迹,实时调整激光功率,确保不同角度和曲面下的切割/焊接效果均匀稳定。
五轴免编程
五轴免编程切割系统!支持3D模型/2D图纸导入,自动识别轮廓生成路径,智能五轴联动切割,一键加工更高效!
二次开发与系统集成能力
支持共享内存、串口通信支持(RS232/RS485) 、Modbus TCP 协议采集数控系统数据与处理。
EPCS高速双前瞻及高级表面精加工Advanced Surface
轨迹前瞻功能(Trajectory Look-Ahead)
系统可对连续微小线段的 G 代码轨迹进行自动分析与拟合,根据轨迹特性智能选择曲线、圆弧、直线等几何特征进行平滑处理,有效减少插补点数量,提高加工曲面的连续性与光洁度,显著提升加工质量与效率。
自动根据旋转轴轨迹摆角,动态优化空间轨迹点 ,能够帮助数控机床在复杂几何形状加工中保持高精度和高表面质量。
自动识别连续轨迹特征,进行曲面拟合优化;
减少刀路细碎化带来的加工顿挫;
有效避免微小线段导致的振纹、噪音与低速运行问题。
双重速度前瞻功能(Feedrate Look-Ahead)
内置双引擎速度前瞻机制,支持最多预读 10,000 行 G 代码,结合轨迹拟合结果,提前分析轨迹变化趋势并动态调整加工速度,自动匹配最优加减速方案,使机床运行更加平稳、高效,避免急停与过切风险。
动态速度规划:依据路径曲率与变向角度自动优化速度曲线;
拐角减速智能控制,避免过冲与刀具磨损;
有效提升高速连续加工时的系统响应能力与精度表现。
轴向进退刀(Tool Axis-Aligned Entry/Exit)
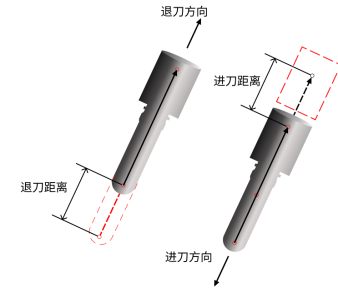
在复杂曲面加工过程中,系统支持沿刀具轴线方向进行进刀与退刀操作,确保刀具以最优姿态接触工件表面。此功能能有效改善进刀过渡区域的表面质量,防止刀具刮蹭、碰撞与局部过切现象,尤其适用于五轴联动下的自由曲面与型腔类零件加工。
刀具沿轴向进入,减少瞬间侧切冲击;
保持理想切削角度,优化加工表面光洁度;
降低对刀具与工件边缘的磨损,提升加工稳定性与安全性;
尤其适用于模具、叶轮、骨架类复杂结构件。
五轴自动或手动矫正与偏差补偿
五轴数控系统支持自动及手动标定,用于旋转轴线自动标定与机床几何偏差补偿,其主要作用如下:
旋转轴线检测与矫正
借助探针配合系统的标定程序,自动检测旋转轴线位置;系统根据测量结果,计算并修正 旋转中心的空间位置,减少因安装误差或长期使用导致的轴线偏差。
RTCP 功能验证与优化
通过探针检测不同角度下的刀尖位置偏差,自动分析并调整 RTCP 参数,确保 刀尖随动补偿 准确,提升五轴联动的加工精度。
机床几何误差补偿
探针可用于检测 机床旋转轴线的垂直度的几何精度;
系统根据检测值进行补偿,从而修正因安装或磨损 引起的偏差。
自动化优势
传统五轴标定往往依赖百分表、检棒,步骤繁琐、误差大,费时间长;
借助探针,整个过程可实现 自动化测量 + 参数修正,大幅提高效率与精度,同时降低人工操作风险
数字孪生及CAS防碰撞系统(定制功能)
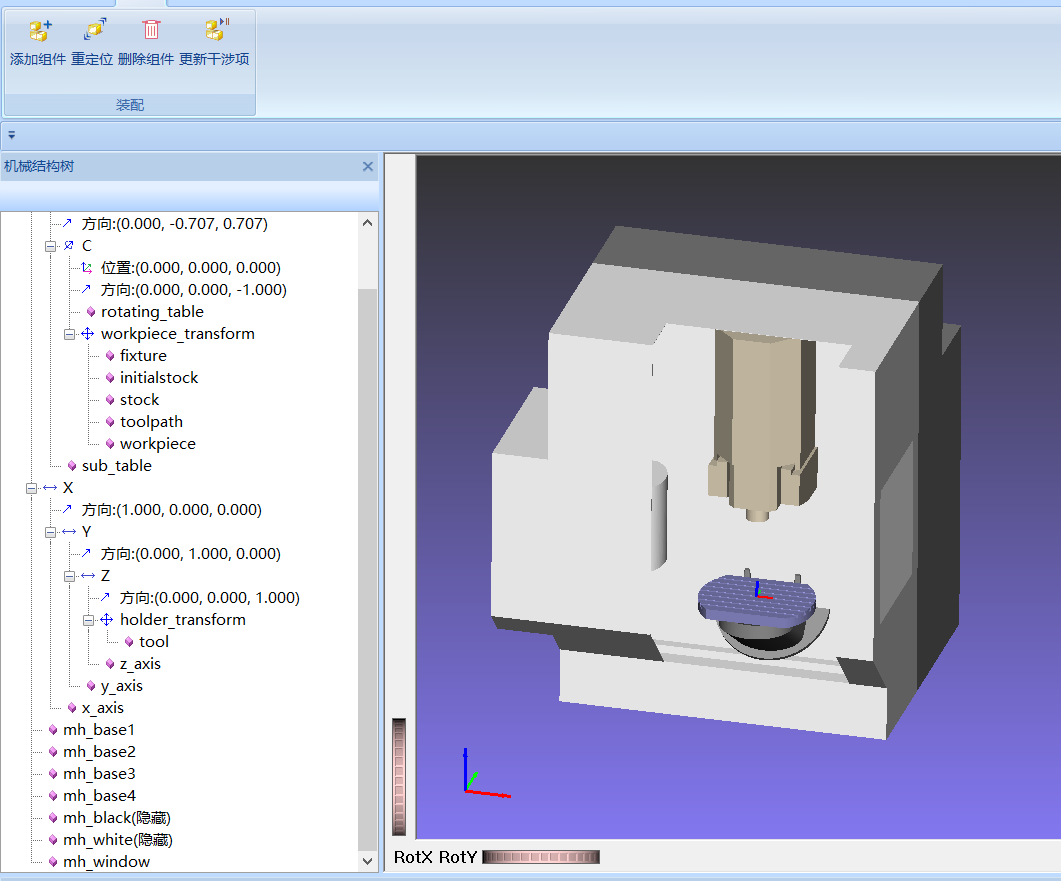
数字孪生与防碰撞系统(Collision Avoidance System)通过构建机床与刀具的三维数字模型,并与实际设备进行实时联动,实现虚实结合的碰撞预测与动态监控。该系统基于机床运动轨迹、工件模型、夹具结构、刀具路径等综合信息,进行碰撞风险智能预判与规避,提升加工过程的安全性和可控性。
主要功能亮点: |
功能分类 | 功能说明 |
实时仿真对比 | 数字模型与实际机床运动同步,提前发现潜在碰撞风险, 提高设备运行安全性; |
智能分析与干预 | 分析轨迹间干涉,提前报警或强制中断加工,降低因误操作或程序错误导致的维修成本; |
几何模型全监控 | 刀具、工件、夹具、主轴等所有关键部件全面建模; |
支持复杂五轴轨迹 | 适配多轴联动加工中的多角度干涉判定; |
辅助工艺优化 | 结合分析结果,优化切削路径和上下料策略; |
节能与降本 | 避免异常操作导致的浪费与故障,提高整体设备利用率。 |
五轴激光能量跟随功能(PWM/DA能量控制)
五轴联动激光加工中的激光功率实时跟随调节,可通过 PWM 或 DA(模拟量)方式 输出控制信号,实现对激光源的精准能量调节。
根据五轴轨迹姿态变化、焦点高度偏差、路径速度等实时参数,系统动态调整激光输出功率,确保激光在各种空间角度下都能实现稳定切割与焊接质量。
支持 PWM 脉宽输出或 DA 模拟电压调控
激光能量与焦距、进给速度联动补偿
适用于斜面、变厚度、多角度五轴激光加工
避免烧穿、焦糊、切割不透等常见问题
五轴免编程
适用于五轴激光/等离子/水刀切割免编程加工,用户无需手动编写G代码。
支持导入三维模型(如STEP、IGES)或二维CAD图(DXF等)
系统自动识别工件几何形状及轮廓特征
结合用户设定的工艺参数(割缝、速度、坡口角度等),自动生成五轴联动加工路径
实现真正的“一键导入、一键加工”,大幅降低编程门槛
龙门偏差自动矫正功能
在龙门结构数控机床中,龙门偏差自动矫正功能通过实时检测双侧龙门移动状态,动态调整两侧进给同步性,有效解决因机械误差或负载不均引起的偏差问题。
适用于双驱同步控制的龙门结构数控机床,尤其在大型模具加工、板材铣削、结构件切削等高精度大行程应用中表现尤为突出。
主要功能亮点 |
功能分类 | 功能说明 |
自动检测同步误差 | 实时监控左右两侧驱动电机的位置差异; |
智能补偿调整 | 通过系统算法自动修正位移差,保持龙门平衡运行; |
提升加工精度 | 避免龙门结构扭曲,提高大件工件加工的一致性; |
减少机械磨损 | 降低因偏载导致的导轨磨损与应力集中; |
增强结构稳定性 | 提升整机结构刚性和长期运行可靠性; |
提升效率 | 稳定运动轨迹,有效提升加工速度与系统响应能力。 |
二次开发与系统集成能力(定制功能)
系统支持灵活的二次开发接口,便于用户将数控系统集成进MES、SCADA、ERP、智能工厂平台等上层系统,实现数据互联与智能控制。
主要特性:
串口通信支持(RS232/RS485)
提供标准串口协议接口,支持通过串口读取加工状态、当前坐标、报警信息等常用数据。
Modbus TCP 协议支持
从上位机采集运行状态、程序编号、主轴转速、进给速度、刀具号等关键信息,并支持对部分控制指令的写入操作(如启动、暂停、复位等),实现系统远程控制和监控。
数据采集与处理
可实时采集系统运行数据并进行本地缓存、边缘分析或上报外部系统,实现设备联网、状态监控、稼动率统计、异常报警等智能制造基础功能。
简单控制能力(仅支持共享内存及定制方案)
除数据读取外,支持外部系统对数控系统进行基本操作控制,如远程启动/停止、程序切换、坐标复位、刀具更换等功能(需配置权限和安全策略)。
典型应用场景:
智能工厂数据对接;
辅助机床联网监控平台;
设备运行状态远程监控;
用户自定义看板系统。
应用行业场景
模具加工(复杂曲面高精度)
义齿医疗(小件高精高亮面)
雕刻艺术(立体构件全自动)
激光切割(多维路径精准)
磨削研磨(高光洁度)
高级玻璃加工(雕刻/切削)
硬件支持特性
EtherCAT 总线或多轴脉冲控制
AD/DA 模拟量采集/输出
支持PWM、编码器反馈、高速脉冲(最高 6MHz)
4路232,及2路485模块
高抗干扰输入滤波设计
支持主机与控制系统实时以太网通讯
📩如需定制功能演示、系统方案报价、技术资料获取,欢迎联系易佳数控销售/技术支持团队。
东莞易佳数控技术有限公司
电话:宋工: 136 8891 1376 周工:199 2453 4372
邮箱: 1463373056@qq.com